Nombre Parcourir:0 auteur:Éditeur du site publier Temps: 2022-08-03 origine:Propulsé

En plus des quatre erreurs géométriques d'erreur de positionnement, d'erreur de rectitude, d'erreur de mouvement angulaire et d'erreur de perpendiculaire, la Cmm a également quatre erreurs géométriques dues à la déformation de la force, à la déformation thermique, au système de mesure, au système de sonde, au système de contrôle, à l'enregistrement des données et au traitement. Erreurs générées par le système:
1. Force une erreur de déformation
En tant qu'instrument de mesure de précision, le CMM doit avoir une rigidité élevée, de sorte que la déformation de la force ne devient pas un facteur important affectant la précision de mesure du CMM. Cependant, avec l'accélération du rythme de production dans diverses industries, les exigences d'efficacité de la mesure à trois coordonnées ont également augmenté, y compris une vitesse de déplacement plus élevée et une vitesse de détection, ce qui nécessite que ses pièces mobiles soient plus légères en masse, mais cela est lié à l'amélioration La rigidité des composants. contradiction.
2. Erreur de déformation thermique
Pour comprendre la déformation thermique du CMM, il est d'abord nécessaire de mesurer la température de l'instrument, l'objet à mesurer et l'environnement. Afin de réaliser une compensation d'erreur de déformation thermique, il est nécessaire de coller des éléments de mesure de la température sur les trois dirigeants et l'objet mesuré, et doit également placer des éléments de mesure de la température dans l'air pour vérifier si le gradient de température et de température ambiante répond aux exigences. Ce n'est que lorsque la température ambiante répond aux exigences, il est significatif de tester les performances de l'instrument de mesure, et l'erreur de précision de mesure de l'instrument de mesure à trois coordonnées sera considérablement réduite. Si les conditions le permettent, la mesure de Sirui suggère que vous pouvez placer l'instrument dans une pièce à température constante et contrôler la température et l'humidité intérieures.
Afin de réaliser une compensation d'erreur, en plus de mesurer la température, il est également nécessaire de connaître le coefficient d'expansion linéaire équivalent de l'échelle et de l'objet mesuré. Le soi-disant coefficient d'expansion linéaire équivalent fait référence au fait que la machine réelle est non seulement liée au matériau, mais également liée à la méthode de fixation, de sorte que le coefficient d'expansion linéaire équivalent obtenu par la mesure réelle peut mieux refléter l'état d'utilisation de La règle et l'état de l'erreur de déformation thermique, et il est cohérent avec le même élément de mesure de la température pour déterminer le coefficient d'expansion linéaire équivalent et effectuer une compensation d'erreur, l'influence de l'erreur d'étalonnage de la température de l'élément de mesure de la température est éliminée .
3. Erreur de sonde et accessoires
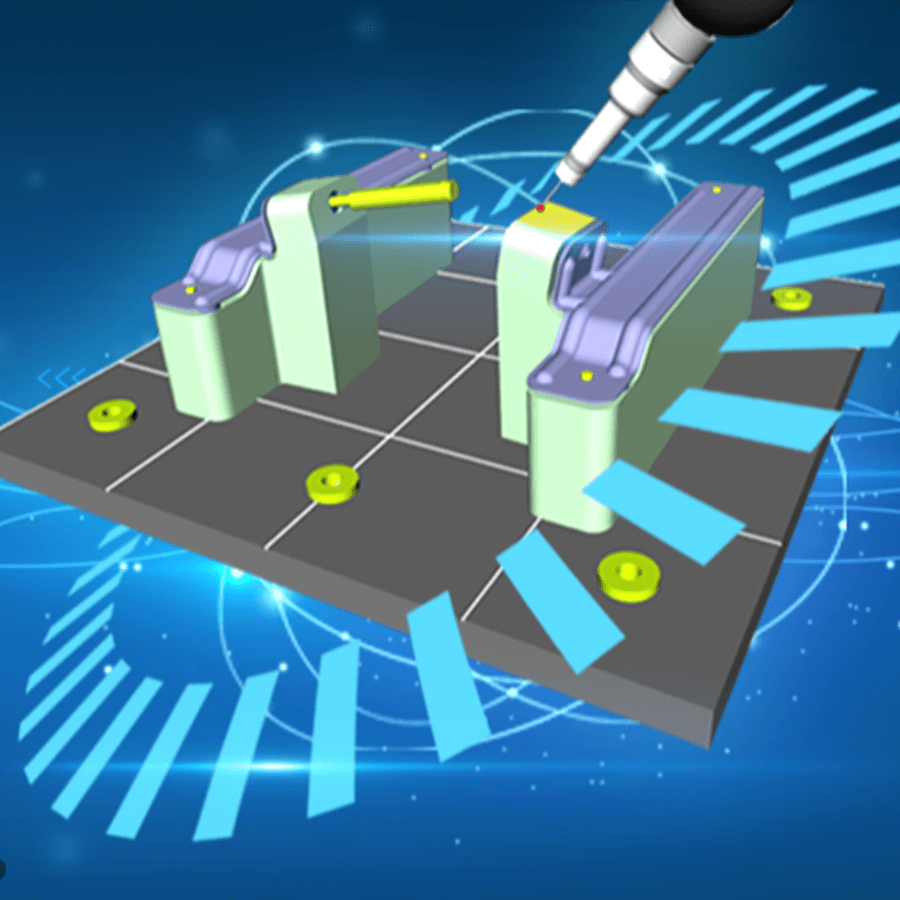
Le déplacement Z de l'instrument de mesure à trois coordonnées est la somme de la dimension mesurée L et le diamètre équivalent D de l'extrémité de mesure (mesurer la dimension extérieure) ou la différence (mesurer la dimension interne), de sorte l'étalonnage du diamètre équivalent de La fin de mesure est d'une grande importance. La méthode pour calibrer le diamètre équivalent de l'extrémité de mesure est de mesurer la bille ou le bloc de jauge standard calibré avec une sonde, et la différence entre le mouvement de l'instrument et la taille de la bille standard ou du bloc de jauge est le diamètre équivalent du Mesurer la fin. Il convient de souligner que puisque la déformation élastique de la tige de mesure a une grande influence sur le diamètre équivalent de la boule de mesure, après avoir remplacé la tige de mesure, en ajoutant la tige d'extension, en reliant l'adaptateur ou l'angle de rotation du corps rotatif, Le diamètre équivalent de l'extrémité de mesure doit être modifié. Recalibrer le diamètre.
Il s'agit de l'un des aspects importants de la mesure pour prendre la méthode de mesure correcte et sélectionner correctement la référence de mesure.
1. Sélectionnez le plan de projection ou le plan de travail lors de la mesure des cercles et des lignes, sélectionnez correctement une donnée et une deuxième donnée lors de l'établissement du système de coordonnées de pièce, comment choisir l'axe de la référence lors du calcul de la coaxialité, etc. Cela nécessite de maîtriser le principe de mesure du CMM et de prendre des méthodes et des étapes correctes en fonction de la situation réelle.
2. Utilisez le stylet le plus court possible du CMM. Selon l'expérience de mesure de l'utilisateur, plus le stylet est court, plus le résultat de mesure est précis. Cependant, comme l'utilisation d'un long stylet peut rendre la mesure plus pratique, de nombreux opérateurs ignoreront ce problème, mais pour des mesures plus précises, un stylet plus court doit être utilisé pour la mesure.
3. Minimiser le nombre de joints et de tiges longues, et la précision de mesure sera également améliorée. Il s'agit également de l'expérience accumulée par des opérateurs qui exploitent le CMM depuis longtemps.
4. Lorsque vous mesurez avec un instrument de mesure à trois coordonnées, essayez de rendre la plage de diamètre de la tête latérale aussi grande que possible. Étant donné que l'instrument de mesure à trois coordonnées est utilisé pour la mesure, la sonde est un accessoire de mesure important, qui affectera directement les résultats de mesure.
5. Pour choisir la méthode de mesure correcte, différentes méthodes de mesure sont utilisées pour différents objets de mesure, et si la méthode de mesure est correcte ou non affectera directement la précision de mesure du CMM. Par conséquent, lors de l'utilisation du CMM pour le fonctionnement, il est nécessaire d'utiliser la méthode de mesure appropriée, et également de faire la mesure en fonction de la procédure de fonctionnement correcte pour éviter la perte causée par l'erreur.