Nombre Parcourir:0 auteur:Éditeur du site publier Temps: 2022-10-27 origine:Propulsé

Selon les exigences de mesure de la rondeur, le testeur de rondeur doit avoir trois caractéristiques: (1) il a une broche de haute précision pour réaliser le centrage des pièces et déterminer le centre du cercle théorique en même temps. (2) un capteur à haute sensibilité. Lorsqu'il tourne autour du centre de la broche, il peut mesurer la petite erreur de la rondeur de la pièce. (3) un appareil avec une indication ou un enregistrement continu. Afin d'enregistrer le contour réel de la pièce pour l'analyse et l'évaluation.
Les méthodes de mesure de la rondeur incluent la méthode de l'axe rotatif, la méthode en trois points, la méthode à deux points, la méthode de projection et la méthode de coordonnées.
1. Méthode de l'axe rotatif.
Comparez la piste du cercle (cercle idéal) formé par une révolution de l'arbre dans le bilan de précision avec le cercle mesuré. La différence entre les rayons des deux cercles est convertie en signal électrique par un capteur de longueur électrique. Après le traitement du circuit et le calcul de l'ordinateur, l'erreur de rondeur est indiquée par un instrument d'affichage, ou la figure de contour du cercle mesuré est enregistrée par un enregistreur. La méthode de l'axe de rotation a deux formes: la rotation du capteur et la rotation de l'ouchette. Le premier convient à la mesure de la rondeur de haute précision, tandis que le second est couramment utilisé pour mesurer les petites pièces. L'outil de mesure de la rondeur conçu par la méthode de l'axe rotatif est appelé le compteur de rondeur.
2. Méthode à trois points
La pièce mesurée est souvent placée dans un bloc en forme de V pour la mesure. Pendant la mesure, faites pivoter la pièce mesurée dans un bloc en forme de V pour un cercle, lisez l'indication maximale et minimale du micromètre, et la moitié de la différence entre les deux indications est l'erreur de rondeur du cercle extérieur de la pièce mesurée. Cette méthode est applicable à la mesure du cercle extérieur ou du cercle intérieur avec une erreur de forme de bord impair. Habituellement, deux blocs en V avec des angles de 90 °, 120 ° ou 72 °, 108 ° sont mesurés séparément.
3. Méthode à deux points
Le micromètre et le comparateur sont couramment utilisés pour la mesure, et la moitié de la différence maximale entre les diamètres sur une section du cercle mesuré est considérée comme l'erreur de rondeur de la section. Cette méthode convient à la mesure du cercle extérieur ou du cercle intérieur avec une erreur de forme de bord uniforme.
4. Méthode de projection
Il est souvent mesuré sur le projecteur. Comparez l'image de contour du cercle mesuré avec les deux cercles concentriques limités dessinés sur l'écran de projection pour obtenir l'erreur de rondeur de la pièce mesurée. Cette méthode convient à la mesure de petites pièces avec une forme de bord.
5. Méthode de coordonnées
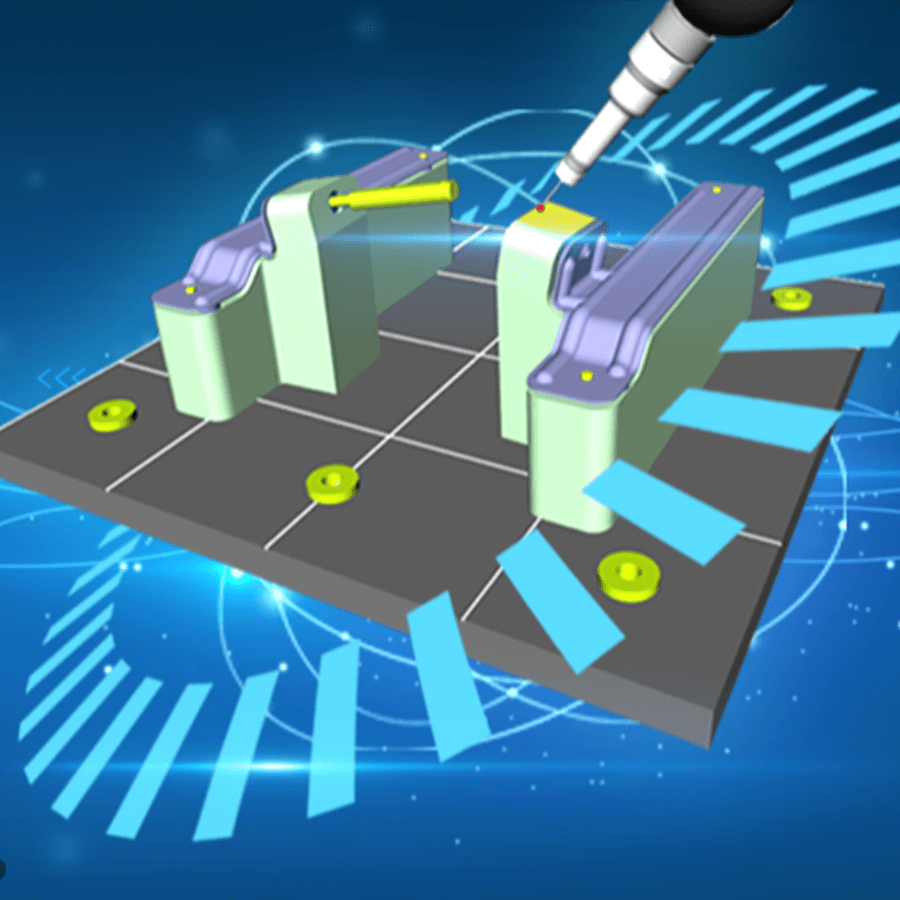
Il est généralement mesuré sur un CMM avec un ordinateur électronique. Mesurez les valeurs de coordonnées de plusieurs points sur le cercle mesuré en fonction du système de coordonnées rectangulaires pré-sélectionné et calculez l'erreur de rondeur du cercle mesuré en fonction de la méthode d'évaluation de la rondeur sélectionnée via un ordinateur électronique.
Les principaux facteurs affectant la précision de mesure du testeur de rondeur sont:
1. Précision de rotation du broche. La mesure du compteur ronde est en fait un processus de mesure comparatif, c'est-à-dire que la circonférence tirée par la tête de mesure par rapport à la rotation de la pièce est comparée au contour mesuré. Par conséquent, la précision de rotation de la broche affecte directement l'incertitude des résultats de mesure.
2. Erreur d'installation de la pièce. Il comprend deux situations: l'écart central de la pièce mesurée par rapport au testeur de rondeur et l'inclinaison de la ligne centrale de la pièce mesurée par rapport à la broche de l'instrument.
3. Sélection de la forme de la sonde et du rayon. Il est important de choisir correctement la forme et le rayon du contact pour mesurer l'erreur de rondeur. La sélection de la forme et du rayon est principalement basée sur les caractéristiques de la surface de la pièce, en tenant compte de la dureté de la pièce et d'autres facteurs. Afin d'éviter l'influence des formes micro-géométriques telles que la rugosité de surface, la sonde en forme d'aiguille ne doit pas être utilisée, mais la sonde sphérique ou en forme de hache doit être utilisée. La sonde cylindrique peut être utilisée pour des pièces plus petites. Pour les pièces à faible dureté, utilisez une sonde avec un rayon plus grand pour empêcher la déformation plastique de la surface de la pièce.
4. Mesurez l'effet de la force. Le choix de la force de mesure est que la surface mesurée ne produira pas de déformation plastique et que la sonde maintiendra un contact stable avec la surface mesurée.
1. Apparence
La surface de travail de l'instrument doit être exempte de rouille et d'ecchymose, et la surface enrobée doit être plate et même sans taches, peeling, etc. La jonction des pièces externes doit être soignée.
Pour les pièces avec des lignes et des mots gravés, les mots et les lignes doivent être clairs et uniformes. Il n'y aura pas de fuite d'huile.
2. Interaction et position mutuelle
Les parties mobiles de l'instrument doivent se déplacer en douceur dans la plage spécifiée.
L'action de divers boutons, pièces d'exploitation et dispositifs limites doit être flexible, fiable et fonctionnelle.
La direction de mesure de l'instrument doit passer par le centre de rotation de la broche.
La portée enregistrée doit être conforme à la portée des connaissances du tableau d'alignement.
3. Erreur de conversion de l'amplificateur
L'erreur d'étalonnage ne doit pas être supérieure à 1%.
Cette série d'instruments est largement utilisée dans le traitement mécanique, le moteur, les pièces automobiles, les pièces de moto, le matériel de précision, les outils de précision, les couteaux, les moules, les composants optiques et autres industries. Il s'applique aux instituts de recherche scientifique, aux collèges et universités, aux institutions de mesure, aux salles de mesure et aux ateliers d'entreprise. Il peut mesurer les roulements, les boules en acier, les aiguilles, les rouleaux, les arbres de moteur, les commutateurs, les vilebrequin, les épingles cylindriques, les épingles de piston, les pistons, les vannes, les engrenages, les buses de pompe à huile, les pièces hydrauliques, les pièces pneumatiques, les accessoires de machine textile, etc.